Diely vyrobené lisom na plasty môžu byť tvarované do požadovaného tvaru, veľkosti a hrúbky. Tvar konečného produktu je určený rozmermi dutín formy a hrúbkou roztaveného plastu, ktorý vypĺňa kanály formy.
Vstrekovací a udržiavací tlak:
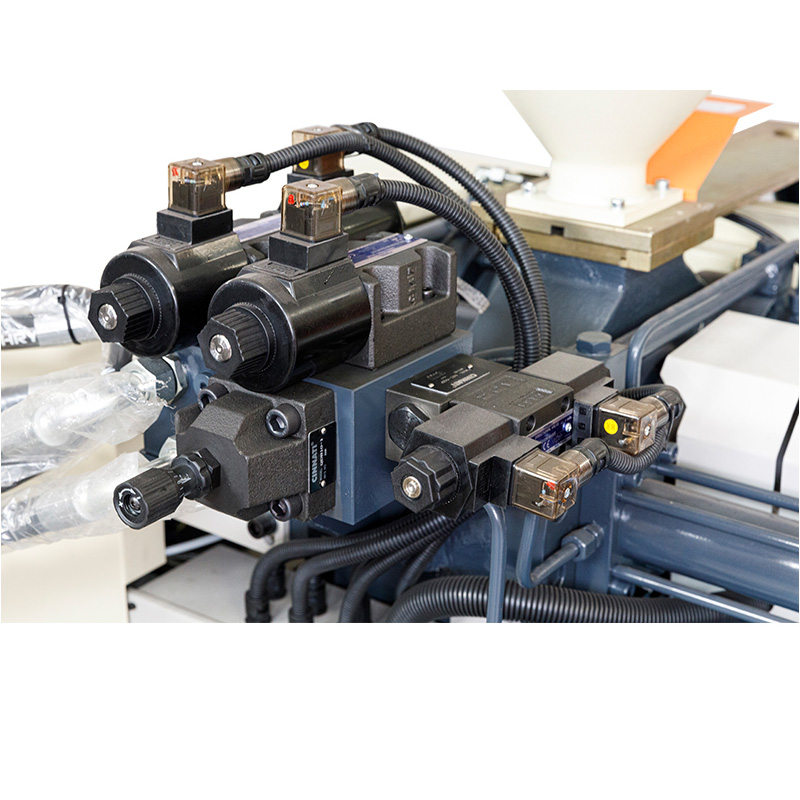
Roztavený plast sa vstrekuje do dutiny formy skrutkou alebo piestom. Aplikovaný vstrekovací tlak závisí od charakteristík toku roztaveného plastu, ako je viskozita a šmyková rýchlosť.
Akonáhle je roztavený plast v dutine formy, zostane v nej určitý čas, aby stuhol. Roztavený plast je držaný na mieste prídržným tlakom (nazývaným aj tonáž), ktorý je približne polovičný oproti vstrekovaciemu tlaku.
Chladenie a upnutie:
Po určitom čase sa roztavený plast ochladí a potom sa polovice formy oddelia. Tvarovaný diel sa potom vysunie z formovacieho nástroja a spadne cez žľab na dopravný pás v základni stroja.
Lisovaný diel môže byť ďalej dokončený leštením, farbením alebo odstránením prebytočného plastu z lisovaných dielov (známe ako ostrohy). Orezávanie je posledným krokom v procese vstrekovania plastov.